Denne artikkelen fokuserer på praktisk veiledning på ingeniørnivå for universalleddaksler (U-leddaksler). Den dekker definisjoner, konfigurasjonsvalg, formler for dimensjonering, material- og varmebehandlingsanbefalinger, monterings- og fasingsprosedyrer, inspeksjonssjekklister, vanlige feilmoduser og etterbehandlings-/produksjonstoleranser – alt skrevet slik at en design- eller vedlikeholdsingeniør kan bruke det direkte.
Hva en universalaksel er og når den skal brukes
En universalleddaksel overfører dreiemoment mellom ikke-kollineære aksler ved å bruke ett eller flere universalledd (Hooke-type). I motsetning til ledd med konstant hastighet, tillater et grunnleggende U-ledd vinkelfeil, men gir hastighetsfluktuasjoner når det brukes alene. Bruk U-ledd aksler der:
- Vinkelforskyvningen er moderat (vanligvis opptil 25–30° per ledd for kraftige design).
- Enkelhet, kostnad og enkelt vedlikehold er prioriteter.
- Systemet kan akseptere hastighetssvingninger eller bruke parede (doble) U-ledd for å avbryte det.
Typer og konfigurasjoner av kardanaksler
Enkelt vs. dobbel (kardan) U-ledd aksler
Et enkelt U-ledd overfører dreiemoment mellom feiljusterte aksler, men introduserer ujevn vinkelhastighet. Et riktig faset dobbelt U-ledd (to U-ledd med en senteraksel) kansellerer hastighetsvariasjoner hvis begge leddene fungerer i like vinkler og fases riktig - dette er den vanligste løsningen i drivverkapplikasjoner.
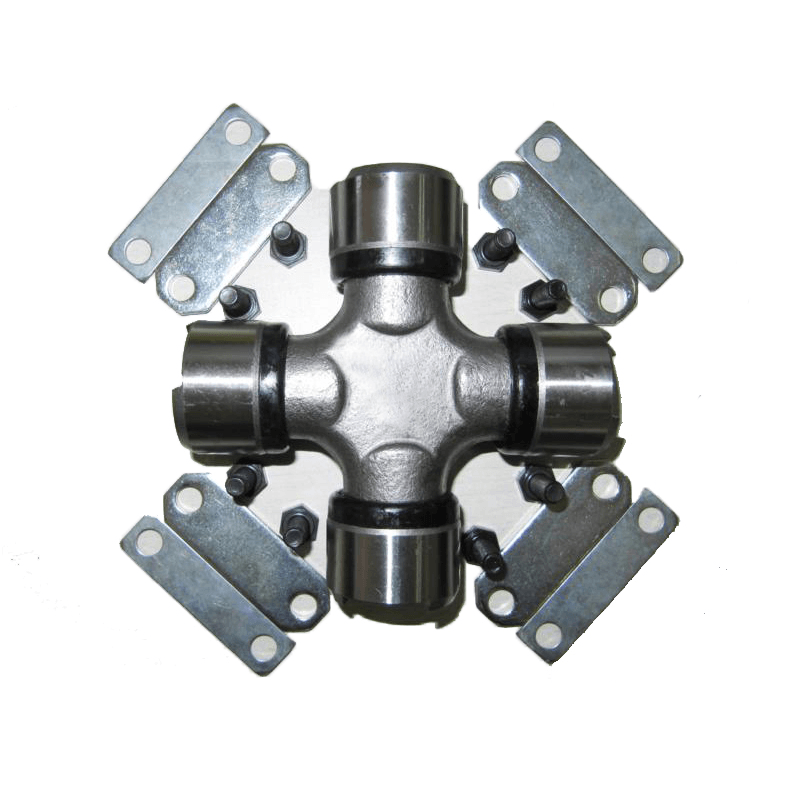
Kryssbærende (fire-bolts) kontra stativ og hybrider med konstant hastighet
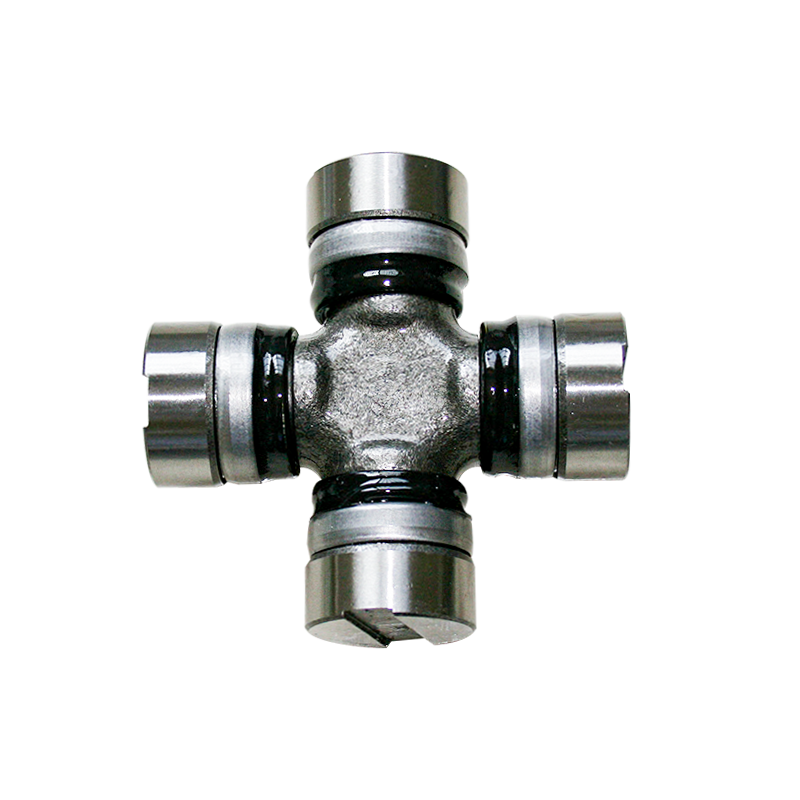
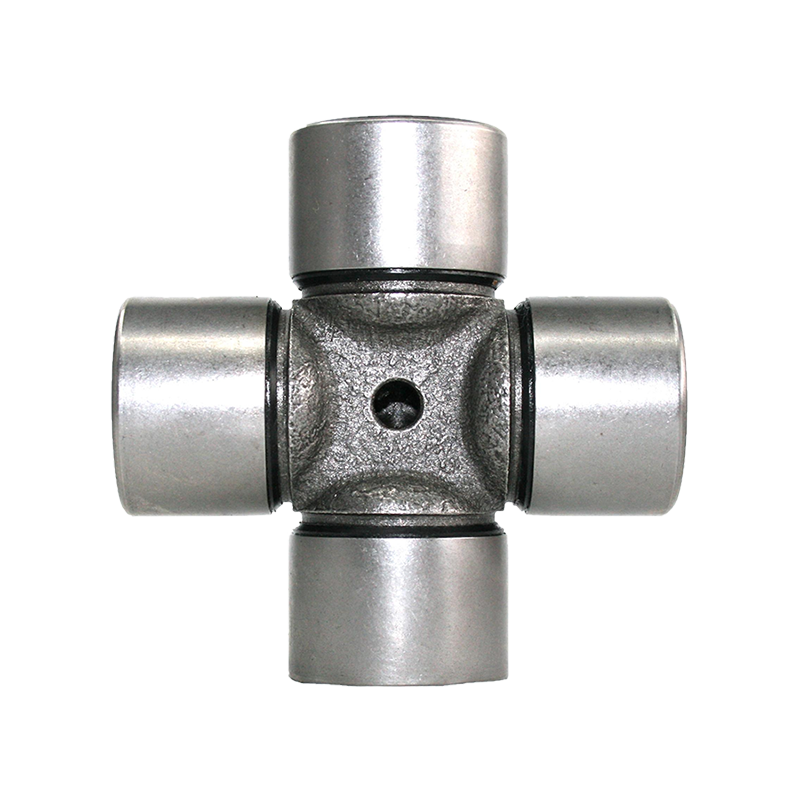
Kryssbærende ledd (med nålelagerkryss) er kompakte og robuste for tunge radielle belastninger. Stativ-stil eller CV-hybrid ledd reduserer vibrasjoner ved høyere vinkler, men er mer komplekse og kostbare. Velg basert på nødvendig feiljustering, driftssyklus, smøretilgang og behov for dynamisk balansering.
Design- og dimensjoneringsprinsipper (praktiske formler)
Grunnleggende valg av dreiemoment og akseldiameter
Start med det overførte dreiemomentet. Hvis du vet hestekrefter (HK) og akselhastighet (RPM):
- Dreiemoment (lb·ft) = (HK × 5252) / RPM.
- For metriske enheter: Dreiemoment (N·m) = (HK × 745,7) / (2π × RPM/60) — lettere å konvertere HP til kW og bruke T (N·m) = (kW × 9550) / RPM.
Når dreiemomentet (T) er kjent, bestemmer du den nødvendige akselseksjonsmodulen og diameteren ved å bruke tillatt skjærspenning (τ_allow). For en solid sirkulær aksel under torsjon:
- Polar moment J = π·d⁴ / 32
- Skjærspenning τ = T·c / J = (16·T) / (π·d³)
- Omorganiser for å løse for d: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Bruk en sikkerhetsfaktor som passer for applikasjonen: typiske utmattings-/roterende aksler bruker 1,5–3,0 avhengig av sjokkbelastning og ukjente driftssykluser. For aksler med kile eller spline, ta hensyn til spenningskonsentrasjoner og reduser tillatt spenning tilsvarende.
Materialvalg, varmebehandling og overflatebehandling
Vanlige materialer og behandlinger for U-leddeskaft:
- Stål med middels karbon (AISI 1045/EN C45): god bearbeidbarhet; egnet for moderate belastninger etter spenningsavlastning eller overflateherding.
- Legert stål (4140/42CrMo): foretrukket for bruk med høyere dreiemoment/utmatting; gjennomherdet eller bråkjølt og herdet til > 800–1000 MPa strekk etter behov.
- Kasserherding (karburert eller nitrering) for splines eller tappene for å forbedre slitasjen samtidig som den beholder en tøff kjerne.
- Overflatefinish: Ra ≤ 0,8 µm anbefalt ved lagertapper; polerte lagerseter forlenger nålens levetid.
Montering, innfasing, balansering og utløpsgrenser
Faseregler (for å unngå vibrasjoner)
Ved bruk av to U-skjøter i serie, må begge ledd ha like arbeidsvinkler og fases 180° (åk orientert) slik at den drevne akselens hastighetsfluktuasjon oppheves. Praktisk talt:
- Legg ut åk ører visuelt og merk dem; installer slik at flens-/åkmerkene justeres i den angitte fasen.
- Bekreft like vinkler med en vinkelmåler; ulik vinkel gir gjenværende vibrasjon proporsjonal med forskjellen.
Dynamisk balansering og runout
Aksler med U-ledd og senterseksjoner bør være dynamisk balansert hvis driftshastigheter overstiger typisk tomgangsmotor eller hvis vibrasjonstoleransen er lav. Målutløp og balansetoleranser:
- Total indikert runout (TIR) ved lagertapper: ≤ 0,05 mm for høyhastighets drivlinjer.
- Dynamisk balansering til ISO 1940/1 klasse G16 eller bedre for bilapplikasjoner; tyngre roterende utstyr kan kreve G6.3–G2.5.
Sjekkliste for inspeksjon, smøring og vedlikehold
Regelmessige kontroller forlenger levetiden dramatisk. Bruk følgende praktiske sjekkliste under planlagt vedlikehold:
- Visuell inspeksjon av åkavlastninger, tverrtapper og tetninger for rifling, korrosjon eller fettlekkasje.
- Kontroller lagerspillet: aksialt eller radialt slark utover produsentens toleranse indikerer lagerslitasje; måle med måleur.
- Smøreintervaller: Smør nålelagrene på nytt per driftssyklus (typisk: hver 50.–200. time) med kompatibel NLGI-kvalitet og lagerfett.
- Se etter støy og vibrasjoner under belastning – plutselig inntreden antyder at lageret kollapser, kryssfeil eller feilfase.
Vanlige feilmoduser og rotårsaker
Å gjenkjenne feilmodus hjelper med å foreskrive den riktige løsningen:
- For tidlig slitasje av nålelager - vanligvis fra utilstrekkelig smøring, forurenset fett eller feiljustering.
- Kryss/tappbrudd — høy sjokkbelastning eller feil materiale/varmebehandling; undersøke bruddoverflaten for tretthet vs. overbelastningssignaturer.
- U-leddets åkdeformasjon — for stort bøyemoment på grunn av feil støtte eller underdimensjonert aksel.
Produksjonstoleranser, QC-kontroller og testing
Nøkkeldimensjoner og QC-handlinger som skal inkluderes i produksjonsplaner:
- Tappdiameter ±0,01–0,03 mm avhengig av lagertilpasning (press vs. slip fit).
- Spline- eller nøkkelseksjonstoleranser i henhold til ISO/RM-standard som brukes; kontroll for utløp og konsentrisitet ≤ 0,05 mm.
- Utfør hardhetskontroller etter varmebehandling (f.eks. kjernehardhet og kassedybde for karburerte deler).
- End-of-line funksjonstest: roter under belastning med driftshastighet for å oppdage vibrasjoner, støy eller olje-/fettlekkasje.
Utvalgssjekkliste og hurtigreferansetabell
Bruk sjekklisten nedenfor før du fullfører et akseldesign eller bestiller reservedeler:
- Bekreft kontinuerlig og maksimalt dreiemoment, turtallsområde og driftsvinkler.
- Bestem enkelt vs. dobbelt ledd arrangement basert på vinkel og krav til konstant hastighet.
- Spesifiser materiale, varmebehandling og overflatefinish for tapper og splines.
- Inkluder balanseringsspesifikasjon og utløpsgrenser på kjøpstegningen.
| Søknad | Typisk skaftmateriale | Design knutepunkter |
| Lett maskineri (≤ 5 kW) | 1045 / C45 | Enkelt U-ledd, periodisk smøring |
| Middels kraftig (5–100 kW) | 4140 / 42CrMo (QT) | Dobbelt U-ledd anbefales, balanse til G16 |
| Kraftig / bil | Legert stål, boksherdede tapper | Nitrerte/kasseherdede journaler, balanse til G6.3 eller bedre |
Siste merknad: referer alltid til produsentspesifikke U-skjøts datablad for splinepasninger, nålelagertyper og fettkompatibilitet. Formlene og toleransene ovenfor er velprøvde utgangspunkter – tilpass dem til den spesielle driftssyklusen, miljøforholdene (korrosiv eller høytemperaturservice) og sikkerhetskravene til prosjektet ditt.

 中文简体
中文简体














Kontakt oss